 走り駒
走り駒

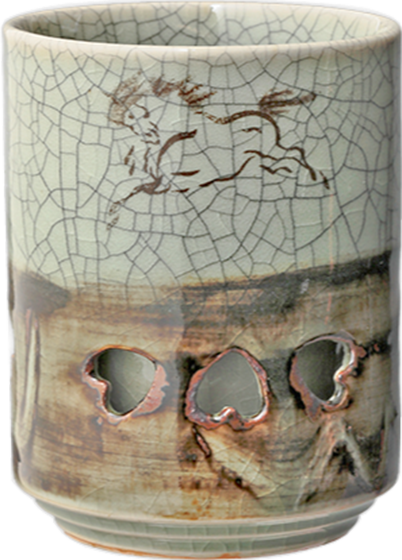
現在の浪江町周辺をかつて治めていた相馬藩の「御神馬」を描いたもので、狩野派の筆法といわれます。熟練の筆使いで描かれた「走り駒」の躍動する姿は、昔から縁起が良いものとされてきました。
 青ひび
青ひび

素材と釉薬との収縮率の違いから生じる「ひび割れ」を貫入(かんにゅう)といい、青磁釉の器全体にこの貫入が拡がった特徴的な地模様を「青ひび」と呼びます。このひびが入るときに出る「貫入音」は、 「うつくしまの音 30景」にも選ばれた繊細で美しい音です。
 二重焼き
二重焼き

二重の構造は大堀相馬焼独特の技法です。入れた湯が冷めにくく、手に持っても熱くありません。人々の生活に溶けこんだ器として、使いやすいように創意工夫が重ねられた結果、生み出された技です。
成形
陶器をつくる製造工程の中で、最も重要な部分が成形です。大堀相馬焼では主としてロクロ成形を行っています。
削り仕上げ
生渇きの成形品から高台などを削り出して仕上げ、さらに飛び鉋(かんな)などの装飾を施します。
生地加色(きじかしょく)
その表現法により、半乾きのときに行う花抜、泥塗り、菊押し、また完全に乾燥させた状態で行う彫り等があります。
 乾燥
乾燥
生製品の乾燥を急激に行うと、乾燥収縮時に亀裂を生じたり、歪んだりしますので、最初陰干しにしてから天日干しにします。
 素焼き
素焼き
完全に乾燥させた作品を窯に入れて、900~950度で焼成します。
 下絵付け
下絵付け
呉須(ごす)という鉄分を含んだ絵具を使い、吸水性のある素焼の表面に走り駒や山水、松竹梅などの絵を筆で描きます。
 釉かけ(くすりかけ)
釉かけ(くすりかけ)
浸しかけ、回しかけ、流しかけなどの方法で釉薬(うわぐすり)をかけます。
 本焼き
本焼き
釉かけの終わった作品を窯に入れ、1250~1300度で本焼きします。このとき、釉と生地の収縮率の違いから、貫入と呼ばれる「ひび割れ」が地模様のように広がります。
 上絵付け
上絵付け
本焼きの終わった製品に、金液で駒絵などを描きます。
 墨入れ
墨入れ
貫入をはっきり見せるために墨汁を擦り込み、布でふきとって完成品とします。